Beberapa cara teknik mencetak produk karet/komponen

Beberapa cara teknik mencetak produk karet/komponen
Cetak press karet convensional / Kompresi molding adalah cara tertua dan paling sederhana untuk membuat produk karet. Metode ini memakan waktu lebih lama untuk pematangan produk karet, namun, karena kesederhanaan cetakan, itu adalah cetakan yang paling ekonomis untuk kemampuan membeli.
Ada beberapa cara yang digunakan pada proses pencetakan komponen/produk karet beserta kelebihan dan kekurangannya, diantaranya:
Kompresi Molding
Transfer molding
Cold runner injection molding
Kompresi Molding
Transfer molding
Cold runner injection molding
1. Kompresi Molding
Karet molding/cetakan bagian rongga (bagian bagian konfigurasi dari cetakan) dibagi menjadi dua bagian utama :
1. Pelat logam bagian atas,
2. Pelat logam bawah dan plat tengah (jika diperlukan).


gambar 1. Kompresi Molding
Proses pencetakan kompresi adalah metode pencetakan di mana polimer dipanaskan dan ditempatkan ke dalam rongga cetakan saat terbuka/terpisah. Kemudian cetakan ditutup dan dipress dibawah tekanan yang diterapkan untuk memaksa bahan untuk menghubungi semua rongga/bidang cetakan. Selama proses pemanasan, tekanan dipertahankan sampai polimer matang. Dalam jumlah waktu yang tepat, cetakan dibuka dan produk/komponen karet dikeluarkan saat masih panas. Berbeda dengan kasus plastik molding, cetakan dan produk didinginkan ke titik di mana plastik cukup untuk dikeluarkan dari cetakan.
Kelebihannya :
- · Cetakan dan mesin murah.
- · Baik untuk volume produksi kecil.
kekurangannya:
- · Padat karya.
- · Waktu siklus per cetak panjang.
- · Variasi dalam konfigurasi bagian cetakan.
· Bahan limbah, sisa yang dibuang, tidak bisa didaur cetak.
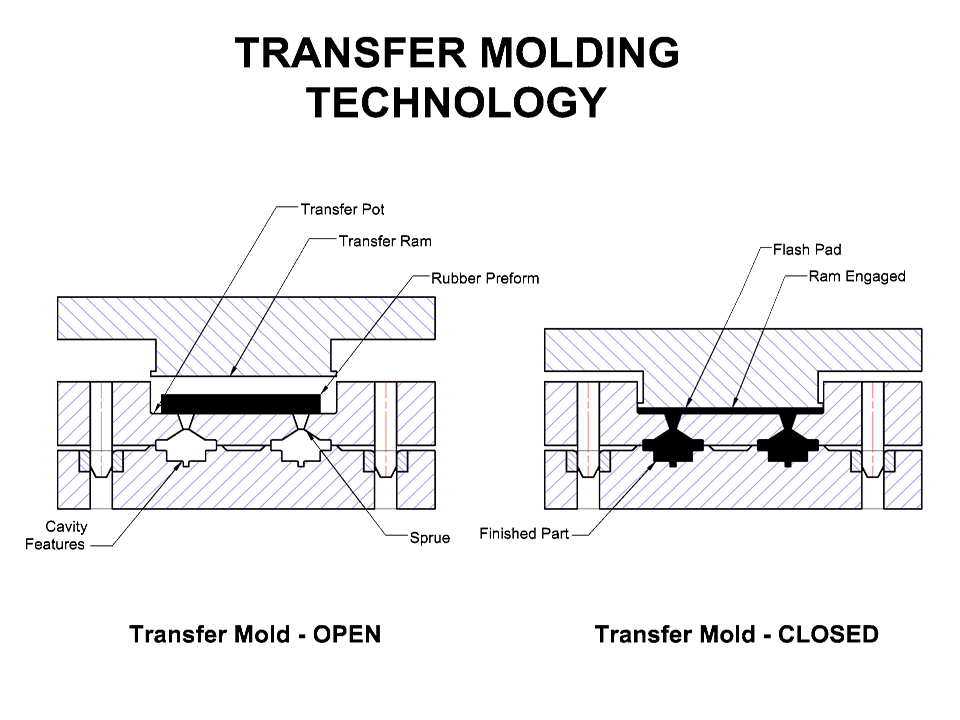
2. Transfer molding


gambar 2.Transfer molding
{kind=link}
Sebuah proses pencetakan karet dengan karet molding/cetakan bagian rongga (bagian bagian konfigurasi dari cetakan) dibagi menjadi dua bagian utama :
1. Pelat logam bagian atas,
2. Pelat logam bawah dan plat tengah (jika diperlukan).
3. Pot transfer ditambahkan di atas cetakan dengan (1 atau lebih saluran)
Proses pencetakan kompresi adalah metode pencetakan di mana polimer dipanaskan dan ditempatkan ke dalam rongga cetakan saat terbuka/terpisah. Sebuah pot transfer ditambahkan di atas cetakan dengan (1 atau lebih saluran) yang menghubungkan pot untuk rongga cetakan, Sebuah plunger kemudian ditambahkan di atas pot transfer. Untuk membentuk produk karet, rongga cetakan dipanaskan dan ditutup/press rapat (atas, tengah dan piring botom) di bawah tekanan untuk memaksa plunger menekan karet melalui lubang masuk ke dalam rongga cetakan sehingga membentuk komponen, cetakan ditutup dan dipress dibawah tekanan yang diterapkan untuk memaksa bahan untuk menghubungi semua rongga/bidang cetakan. Selama proses pemanasan, tekanan dipertahankan sampai polimer matang. Dalam jumlah waktu yang tepat, cetakan dibuka dan produk/komponen karet dikeluarkan saat masih panas.
Kelebihan :
- · cetakan dan mesin relatif murah.
- · Kontrol dimensi lebih baik dari pencetakan kompresi.
- · Memungkinkan untuk pencetakan logam sisipan.
Kekurangan :
- · Kelebihan bahan sisa karet.
- · Padat karya.
- · Biaya perkakas sedikit lebih tinggi dari alat kompresi.
- · Waktu per cetak siklus Panjang.
3. Cold runner injection molding

gambar 3.Cold runner injection molding
Sebuah proses cetak karet dimana bagian rongga (bagian konfigurasi) dibagi menjadi serangkaian/susunan pelat logam yang ditumpuk untuk membentuk cetakan. Sebuah plat berlubang ditambahkan nozzle injection untuk memasukkan bahan karet ke dalam saluran lubang masuk ke dalam rongga. Dalam molding karet, plat cetakan dipanaskan dan ditutup. Bahan karet dingin disuntikkan (sistem tekanan ulir, piston atau kombinasi dari keduanya) ke dalam rongga melalui nozzle injection untuk membentuk komponen/produk karet.
Sistem injeksi diatur untuk memberikan ukuran jumlah bahan yang tepat untuk rongga cetakan, dan sistem saluran lubang masuk ke rongga cetakan dapat diatur sehingga tidak ada sisa material yang hilang. cetakan diadakan tertutup untuk crosslink (pematangan) bahan karet. Waktu pematangan bisa sangat singkat (detik) untuk LSR (Liquid Silicone Rubber), atau lebih untuk bahan karet menggunakan peroksida atau sistem pematangan sulfur (menit).
Kelebihan:
- · Proses dapat otomatis untuk mengurangi biaya tenaga kerja.
- · Waktu siklus singkat.
- · Kontrol dimensi yang sangat baik.
- · Sifat mekanik yang konsisten dari bagian cetakan.
- · Tingginya biaya perkakas dan mesin.
Sumber :
proses teknologi.
http://twistertechnology.com/Process%20Capabilities.html